Internal Rotary Inspection System (IRIS)
روش بازرسی IRIS یکی از روش های شناخته شده بازرسی تیوب های مبدل های حرارتی و فین فن های هوایی است. پراب های استفاده شده در آزمون IRIS از یک مبدل یا توربین التراسونیک و یک آینه تشکیل شده است. پالس های اولتراسونیک توسط توربینی که موازی با محور مرکزی لوله در درون پراب تعبیه شده است، تولید خواهد شد. دسته موج ها پس از برخورد به یک آیینه چرخان (Rotating Mirror) با زاویه ۴۵ درجه، به سمت جداره لوله هدایت می شود. بازتابش امواج اولتراسونیک (Echo) می تواند از سطح خارجی و داخلی جداره لوله اتفاق بیفتد. این اکوهای بازگشتی به سمت پراب حرکت می کنند. زمان بین این دو اکو بازگشتی، ضخامت جداره لوله را نشان می دهد. با دانستن سرعت صوت در ماده ی تحت آزمایش، ضخامت جداره قابل محاسبه می باشد. آب در آیینه پراب (Probe mirror) و همچنین به عنوان کوپلنت میان ترنسدیوسر و جداره لوله مورد استفاده قرار می گیرد.
از این روش بر روی ماده آهنی و هم غیر آهنی قابل اجرا می باشد. با کمک این روش، میتوان ضخامت باقیمانده از جداره لوله ها را به دقت اندازه گیری نمود. روش IRIS، دقیق ترین روش بازرسی تیوپ می باشد که با مزایایی که در نشان دادن اطلاعات دارد، عیوب موضعی و کاهش ضخامت جداره لوله ها را از هر دو سمت لوله را می توان با دقت اندازه گیری نمود. روش IRIS عیوبی که در زیر صفحات نگهدارنده (Support Plates) قرار دارند را بدون هیچ محدودیتی می تواند اندازه گیری کند. جهت انجام آزمون IRIS باید کالیبراسیون توسط لوله ای انجام گیرد که هم از نظر ابعاد و هم متریال، مشابه با لوله های مورد بازرسی باشد.
از مزایای این روش، بازرسی لوله های آهنی و غیر آهنی، اندازه گیری با دقت بسیار بالای ضخامت دیواره لوله ها، ابعاد، شکل و عمق عیوب و تمییز دادن عیوب داخلی و خارجی از هم می باشد. نتایج این آزمون تحت تاثیر تغییر در مشخصات ماده مانند هدایت الکتریکی و نفوذ پذیری قرار نمی گیرد. همچنین از این تکنیک اغلب به عنوان ابزاری جهت تایید نتایج روش های دیگر بازرسی تیوپ مورد استفاده قرار می گیرد. از محدودیت های این روش نیز این است که سطح داخلی لوله باید بسیار تمیز باشد تا از اثرات کاهش قدرت سیگنال جلوگیری شود. همچنین اگر ضخامت دیواره لوله کمتر از ۰٫۸ میلیمتر باشد، نتایج حاصله کمتر قابل اعتماد می باشد و به طور کلی نتایج حاصله نیز به سرعت کشیدن وابسته می باشد، سرعت کمتر، منجر به حساسیت بیشتر می گردد.

اجزا تشکیل دهنده پراب IRIS
 شماتیکی از نحوه انجام بازرسی توسط روش IRIS
شماتیکی از نحوه انجام بازرسی توسط روش IRIS
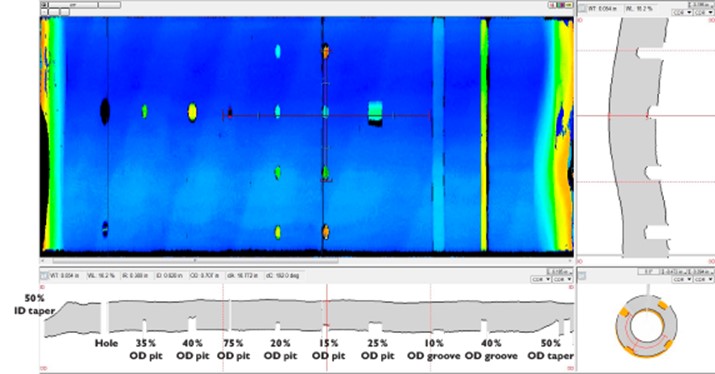
نمونه تصویر گزارش IRIS