در صنایع نیروگاهی، پتروشیمیی و نفت و گاز، انواع مختلفی از فینفنهای هوایی و یا مبدلهای حرارتی مورد استفاده قرار میگیرد. از این تجهیزات برای گرم و سرد کردن، تبخیر و یا تقطیر جریانهای فرآیندی استفاده میشوند. آنها بسته به کاربرشان، در انواع اشکال، ابعاد و متریال متفاوتی ساخته میشوند. مبدلهای ساختاری که بیشترین و گستردهترین استفاده را دارند، در مدلهای مبدلهای ورقهای یا لولهای و یا فینفنهای هوایی وجود دارند. کارکرد صحیح مبدلهای حرارتی یک موضوع مهم برای کارآمد بودن عملکرد یک صنعت است. شکست یا نشت مبدلهای حرارتی میتوانند باعث کاهش بازدهی، خاموش شدنهای برنامهریزینشده و حتی حوادثی که به نوبهی خود میتوانند باعث آسیب رسیدن به تجهیزات، محیط و یا انسانها شوند.
درحین کار، مبدلهای حرارتی به مکانیزمهای مختلف تخریب حساس هستند که ممکن است در نهایت باعث سوراخشدن و نشتی گردد. عمده مکانیزمهایی که میتواند در این تجهیزات رخ دهد، مکانیزمهایی مانند خوردگی، فرسایش، ترک خوردگی و یا خردشدگی هستند که وقوع آنها بسته به ساختار مواد و شرایط عملکردیشان بستگی دارد. بازرسی ادواری از مبدلهای حرارتی برای شناسایی، پیشگیری و رسیدگی به موقع به مکانیزمهای تخریب فعال آنها، الزامیست. یکی از موارد مهم در کنار بازرسی ادواری، انتخاب تکنیک آزمون غیرمخرب مناسب و دردسترس میباشد نیز اهمیت بالایی برخوردار است که بتوان مکانیزم تخریب مورد انتظار شناسایی شود. بازرسی تیوب اغلب برای تشخیص خوردگی، فرسایش، ترک و سایر تغییرات در تیوبها استفاده میشود که از نشتی و بروز حادثه آنها جلوگیری شود. بطور عمده سوراخها در مبدلها میتواند در مفاصل صفحهای و یا در امتداد طول لولهها اتفاق بیفتد.
مفاصل صفحهای میتوانند بصورت چشمی یا به روشهای مایع نافذ یا ذرات مغناطیس بازرسی شوند. بازرسی از کل طول لولهها به روش چشمی تنها درصورتی ممکن است که از بورسکوپها استفاده شود که خود این روش نیز اطلاعاتی جامع و کاملی را در اختیار بازرس قرار نمیدهد. علاوه بر بازرسی چشمی از راه دور، طیف وسیعی از تکنیکهای بازرسی لولههای مبدل حرارتی و فینفنها در دسترس است. استفاده از تنها یک روش بازرسی برای همهی شرایط ممکن نیست، زیرا انواع مختلفی از مواد برای لولههای مبدل استفاده میشوند و انواع مختلفی از مکانیزمهای تخریب میتواند اتفاق بیفتد.
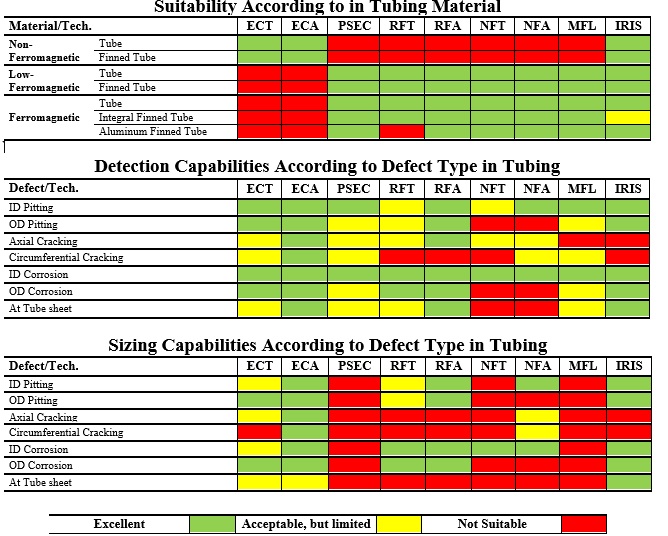
برای بدست آوردن نتایج خوب در بازرسی، انتخاب تکنیک مناسب برای هر موقعیت ضروری است. تکنیکهایی که به طور گسترده استفاده میشوند شامل روشهایی مانند آزمون جریان گردابی (ECT)، جریان گردابی آرایه ای (ECA)، تکنیک میدان از راه دور (RFT)، اشباع کامل جریان گردابی (FSEC)، اشباع جزیی جریان گردابی (PSEC)، نشت شار مغناطیسی (MFL)، بازرسی نزدیک به میدان (NFT)، بازرسی نزدیک به میدان آرایه ای (NFA)، بازرسی سیسم دوار داخلی (IRIS)، بازرسی دیداری از راه دور (RVI)میباشد. اطلاعات بیشتر هر کدام از روشها در صفحهی مربوطه به هر روش وحود دارد. برای هر تیوب برحسب شرایط، روشی مناسب یا ترکیبی از چند تکنیک انتخاب میشود و سپس طیف کاملی از تکنیکهای بازرسی تیوب با سرعت بالا، چند کاناله، سیستم چند فرکانسی اسکن، همراه با گزارش دهی پیشرفته و نرم افزار نقشه برداری تیوب شیتها پیشنهاد میشود. انتخاب یک تکنیک مناسب بازرسی بستگی به جنس لوله، عیب مورد انتظار و هدف از بازرسی دارد. معمولا برای بالا بردن سطح اطمینان از نتایج، بیشتر از یک روش برای بازرسی انتخاب و انجام میشود. برخی از محدودیتها و معایب روشهای متفاوت در جداول زیر قابل مشاهدهاست. شرکت بازرسی فنی و پایش خوردگی ایرسا، مفتخر است که خدمات بازرسی تیوپ را بدون محدودیت در متریال و شناسایی عیب، به انجام برساند که این بازرسیها با استفاده از تجهیزات مدرن و مطابق با استانداردهای بینالمللی انجام میپذیرد.

نوع ماده |
تکنیک |
|||
انواع عیب ها |
تعیین معیار |
الزام به نظافت |
||
| آستنیتیک و غیرآهنی | ET | چاله ها،حفره های پین مانند، ترک ها، دیواره های از بین رفته | درصد عمق عیب | قابل انجام |
| فریت و دوجزیی ها | FSEC | چاله ها،حفره های پین مانند، ترک ها، دیواره های از بین رفته | درصد عمق عیب | قابل انجام |
| RFT | چاله ها،ترک ها،دیواره های از بین رفته | درصد عمق عیب | غیر بحرانی | |
| PSEC | چاله ها،حفره های پین مانند، دیواره های از بین رفته | درصد عمق عیب | بحرانی | |
| MFL | چاله ها،حفره های پین مانند، دیواره های از بین رفته | درصد عمق عیب | بحرانی | |
| HFEC | بزرگ شدن قطر داخلی(فرسایش) | درصد بزرگ شدن قطر داخلی | قابل انجام | |
| تمام فلزات و مواد غیرهادی | IRIS | چاله ها، دیواره های از بین رفته | ضخامت دیواره باقیمانده | ۱۰۰٪ |
| RVI | چاله ها، خوردگی کلی(فقط داخلی) | شکل عیب (فقط داخلی) | بحرانی | |
احتمال تشخیص (POD) |
|||||
معایب و مزایای اصلی |
چاله ها |
دیواره های از بین رفته |
ترک های دوار |
ترک های محوری |
نقص زیر صفحه نگهدارنده |
| سریع(۴۵۰تا۷۰۰لوله۶متری در۱روز)،حساسیت بالا،امکان اندازه گیری دقیق،استفاده فقط درمواد غیرآهنی | خوب | خوب | ضعیف | خوب | خوب |
| سریع(۴۵۰تا۷۰۰لوله۶متری در۱روز)،حساسیت بالا،امکان اندازه گیری دقیق،استفاده فقط درنفوذپذیری های کم | خوب | خوب | ضعیف | خوب | خوب |
| عملکرد خوب در فولادهای کربنی،بحرانی نبودن نظافت،نیاز به حجم مشخص برای تشخیص چاله(D چاله>۵mm) | ضعیف | خوب | خوب | ضعیف | متوسط |
| حساس به چاله ها در فولادکربنی، دسترسی به اطلاعات فازی برای اندازه گیری های داخلی، قابل استفاده در لوله های دارای صفحات حرارتی،نظافت بحرانی | خوب | متوسط | خوب | خوب | خوب |
| حساس به چاله ها درفولادکربنی،قابل استفاده در لوله های دارای صفحات حرارتی،بحرانی بودن نظافت،محدود بودن بسیار دراندازه گیری عیب ها | خوب | متوسط | خوب | ضعیف | خوب |
| سریع،تنها میتواند تعداد محدودی از انواع عیب هارا تشخیص دهد | ندارد | داخلی | ندارد | ندارد | ندارد |
| تعیین دقیق ضخامت دیواره،فراهم کردن اطلاعات درمورد هندسه ی عیب، آرام(۷۰تا۱۰۰لوله ۶متری در۱روز)، بحرانی بودن نظافت | خوب | خوب | ندارد | ندارد | خوب |
| قابل استفاده برای همه مواد، امکان تجسم عیوب،دادن اطلاعات از درون لوله | ضعیف | ندارد | متوسط | متوسط |
ندارد |